Огъване на профилите: ефективни и безопасни методи

Огъването на тръби се извършва в строителството, комуналните услуги, енергетиката, нефта и газа, водата и много други области с инсталирането на тръбопроводни системи, производството на строителни конструкции, продуктите за различни нужди на населението и градските домакинства. Като цяло, не е възможно да се брои всичко, но е добре да знаете как да огънете тръбите. Други методи могат да бъдат полезни в домакинството.

Видове продукти
Продуктите от профилни тръбопроводи се представят от серия от метални тръби с различни конфигурации в напречно сечение на напречното сечение.Те могат да бъдат много различни, но различни от кръга, т.е. нестандартна форма: яйцевидна и плоска овална, правоъгълна, често с квадратна конфигурация със заоблени ъгли и дори многостранна. Кръгът се използва тясно - главно за изграждане на водоснабдителни и канализационни мрежи.





Профилите с квадратни и правоъгълни форми са по-търсени на пазара. Поради факта, че е най-лесно да се закрепи материал на плоска стена, те са широко използвани в строителството на промишлени и битови съоръжения. Такъв елемент е увеличил силата и е вграден в сградата. Профилът се справя добре с момента на натоварване (натоварване при огъване), поради което те са добър избор за използване при конструкцията на металната конструкция на сгради с различни цели.




Продуктите се произвеждат в широк диапазон от размери, в зависимост от вида на метала: например, медта може да се намери в серия дебели профили с голяма площ, за разлика от алуминия. Мебелите са изработени от тънкостенни изделия от неръждаема стомана.Материалът за производство често става високо или ниско легирана стомана. Квадратните тръби се различават един от друг в производствения метод: те са електрозаварени, студено валцувани и горещо валцувани безпроблемно. Специфична особеност на заваряването е наличието на среда на инертен газ, но има и друг начин - индукционно заваряване.



Специални характеристики
Продуктите от профилна тръба нямат много тегло, така че е възможно лесно и за кратко време да се създадат невисоки сводести структури. Тя е необходима за изграждането на разнообразие от оранжерии и оранжерии с ниски разходи.




Строителството с използването на метални рамки е важно не само за летни жители и градинари. Често, необходимостта от използването на такива строителни материали възниква от градските жители, ако искат да организират частна територия, съседна на къщата. Например, бързо и евтино да инсталирате беседка, покрита тераса или поликарбонатен балдахин - това е доста обичайно в съвременните градове.




Profileprokat също се използва при строителството на стълби и парапети. Често се случва стандартната конфигурация да не е подходяща за определен тип дизайн,тук има нужда от огъване с помощта на специално оборудване или някои трикове. За това малко по-късно.




Тръбопроводите, произвеждани в производството, имат определени определени геометрични параметри, които впоследствие оказват влияние върху пластичните характеристики. Дебелината на стената и напречната площ засягат такъв параметър като минималния радиус на огъване. Показва се стойността на закръгляване, при която няма механично увреждане.
Деформацията на стоманените продукти не е толкова просто, колкото изглежда на пръв поглед. Тя изисква известен набор от знания, способността да избирате правилната технология и оборудване. Само дава желания външен вид не е същността на нашата работа, когато тя се изпълнява, за да запазите важните параметри - дебелина на стената, за да издържат на линейните размери, за да не притеснява оперативни способности. На детайла, в резултат на прилагането на сила, следното натоварване: на вътрешния район - сила на свиване на външната (външни) - якост на опън. Възприемайки действието си, елементът се деформира, получавайки пълно или частично огъване.
Но поради особеностите на детайлите, трябва да срещнем някои проблеми.
- Загуба на изравняване поради промяна на формата. Това означава, че тръбните сегменти могат да бъдат в различни равнини, което е неприемливо. Експерти причината за това явление излъчват грешен избор на метода на огъване.
- Разрушаването на външната стена. В процеса на опъване на металните изблици, ако натоварването надвиши количеството, което може да издържи.
- В резултат на неравномерното свиване на вътрешната стена се образуват гънки, наподобяващи гофриране.

Връщане към предишната форма на нисколегирани и въглеродни сплави, имащи висок коефициент на еластичност. След огъването, много елементи изглеждат "еластични", а продуктът след такъв феномен трябва да бъде пренастроен на желаните размери, което може да усложни работата. За да се отървете от нежелани проблеми и допълнителна работа, е необходимо да определите стойността на пластичния момент на съпротивление на материала и като вземете предвид този параметър, извършете процедурата по навеждане. Трябва да се отбележи, че колкото по-малък е ъгълът, толкова по-малка е еластичната последователност.

инструменти
Портативен профилБиби
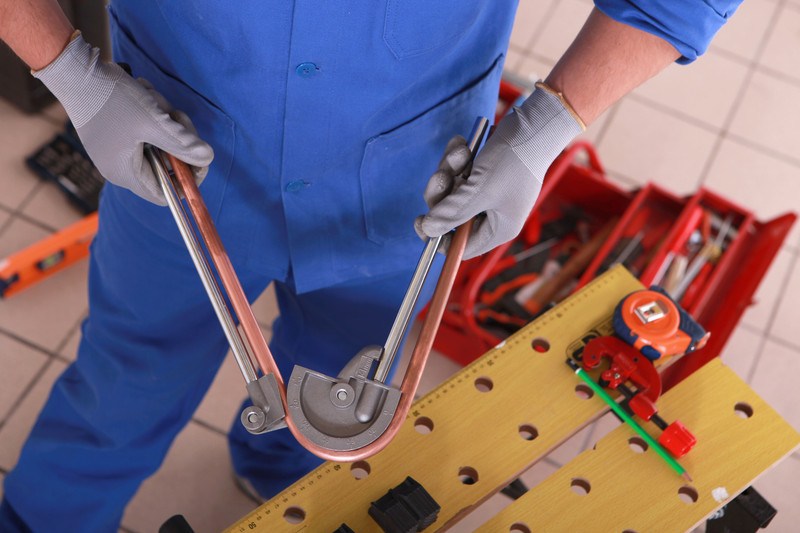
Много е удобно да се огънете незабавно на мястото на инсталиране. За постигането на тази цел е по-разумно да се използва преносим огъвач на тръби.

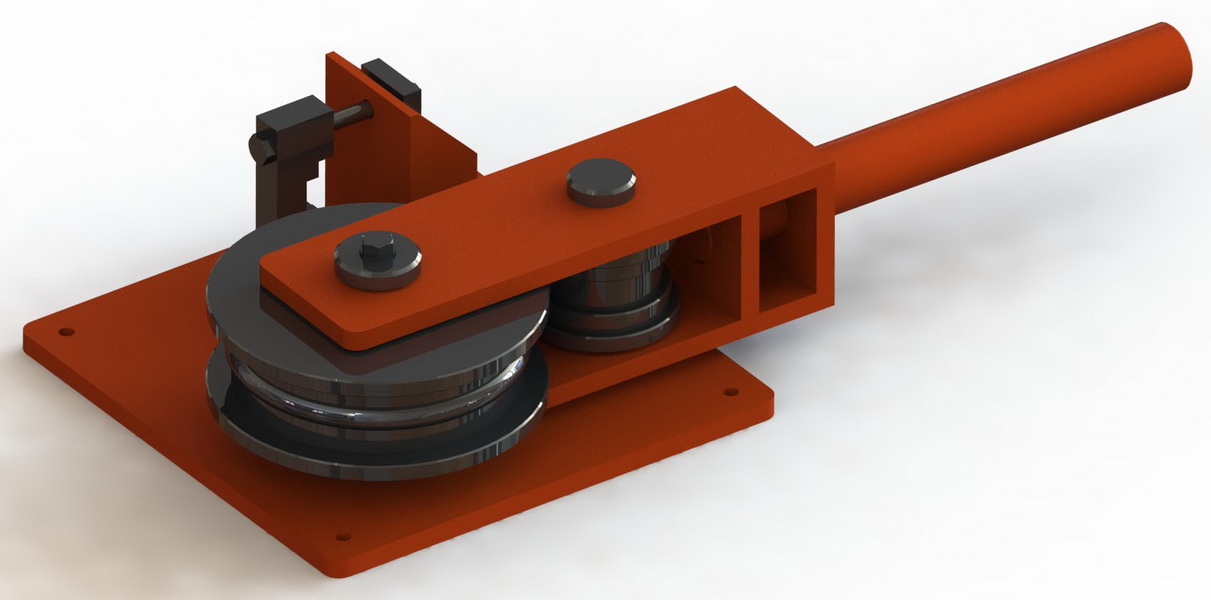
Лъвен профилБиби
Когато използвате това устройство, огъването на профила се извършва изключително чрез механичната сила на човек. Това става възможно благодарение на наличието на лост за прилагане на сила със значителна величина. Частите, изработени от пластмасови метали и неръждаема стомана, чието напречно сечение е не повече от два сантиметра, могат да се огъват до 180 градуса.
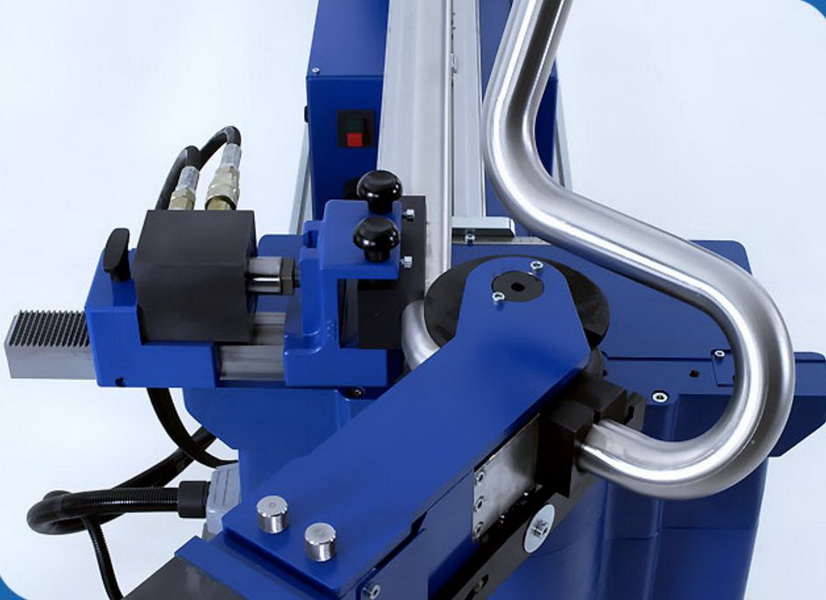
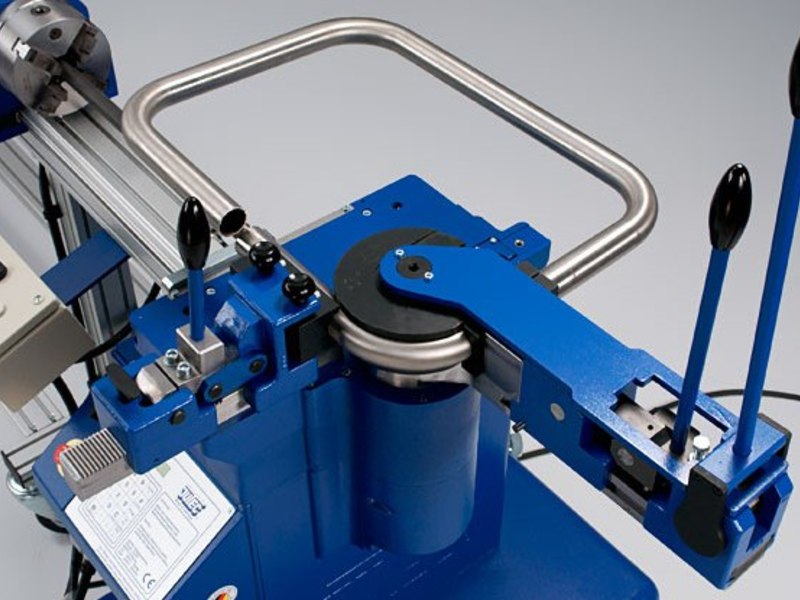
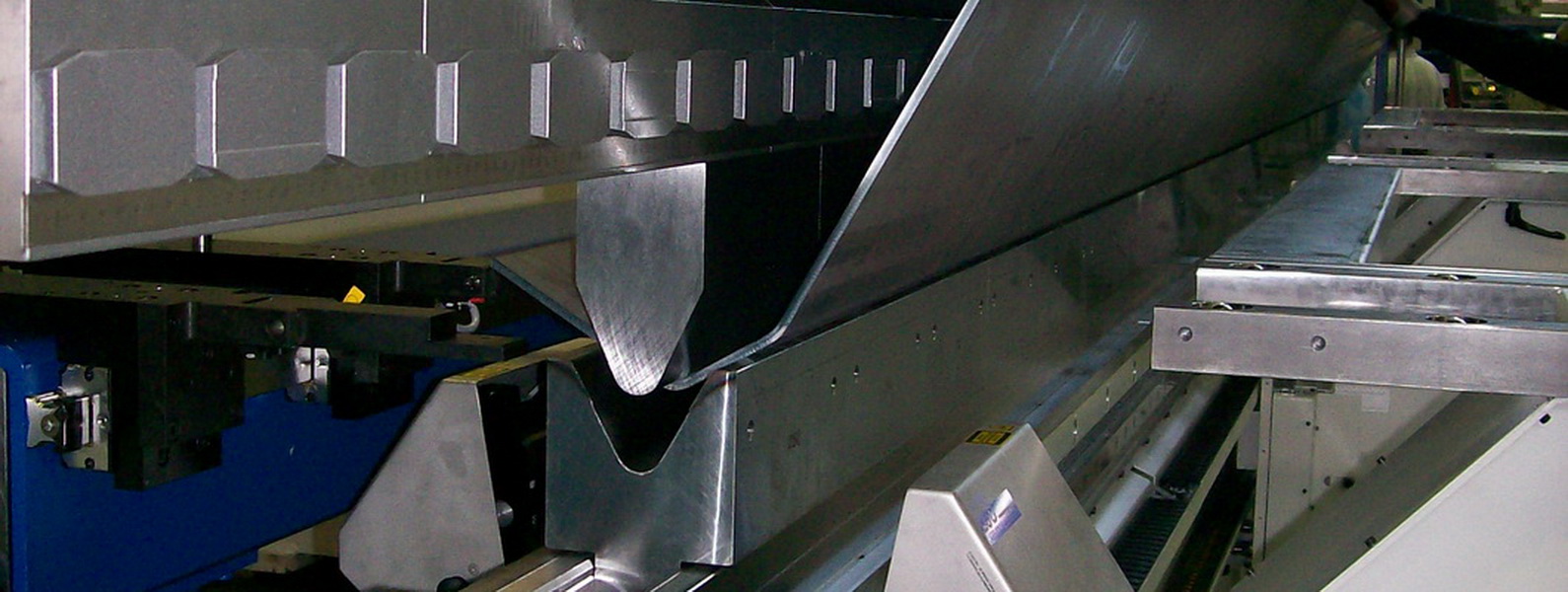
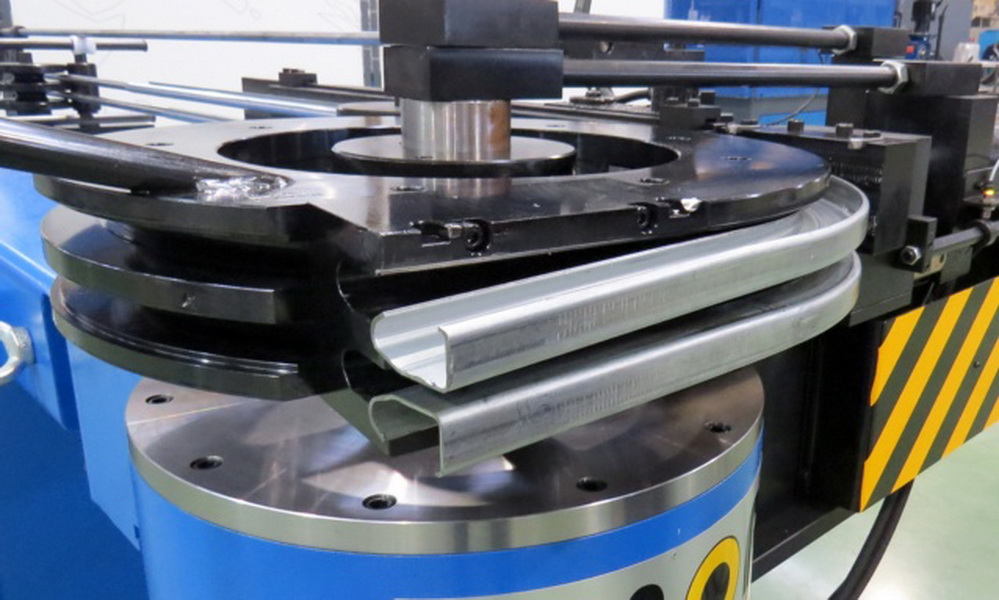
Машини за огъване на тръби
Такъв инструмент се състои от следните части:
- огъващ елемент;
- движещ се чопник, свързан с огъваща обувка;
- Две поддържащи части, въртящи се около собствените си оси, върху които е поставена огънатата част.

Устройството може да бъде с механична (винтова) конфигурация, хидравлично с ръчно управление или с електрическо задвижване. Такива лесно преносими устройства лесно огъват ъгъл от 90 градуса към метални изделия от пластмаса с напречно сечение до 100 мм.
хидравличен
При производството и използването в домашни условия хидравличните устройства с ръчен или механичен вид експозиция са по-чести.
Ние изброяваме техните предимства:
- Големи обеми, които могат да се извършват в сравнение с механичен профил.
- Възможност за избор на вертикална или хоризонтална тръба, основаваща се на условия на работно пространство и удобство при работа.
- Лесна замяна на ударниците (резервни части за определяне на ъгъла).
- Наличие на устройства, които едновременно огъват няколко инсталации наведнъж, което значително намалява времето, прекарано в тях.
- Премахване на трудностите в работата дори за начинаещи.
- Наличието на тръба, предпазваща от подхлъзване и устройства, предупреждаващи за наранявания.
- Простотата на саморегулирането в дома.

Електрически тръбни огъвачи
Те огъват металните продукти, поставени върху огъващите елементи, които в зависимост от радиуса могат да се променят. На такива устройства има въртящ се дорник, с помощта на който те променят продукта. При липса на електрическо захранване устройството работи от вътрешна батерия.
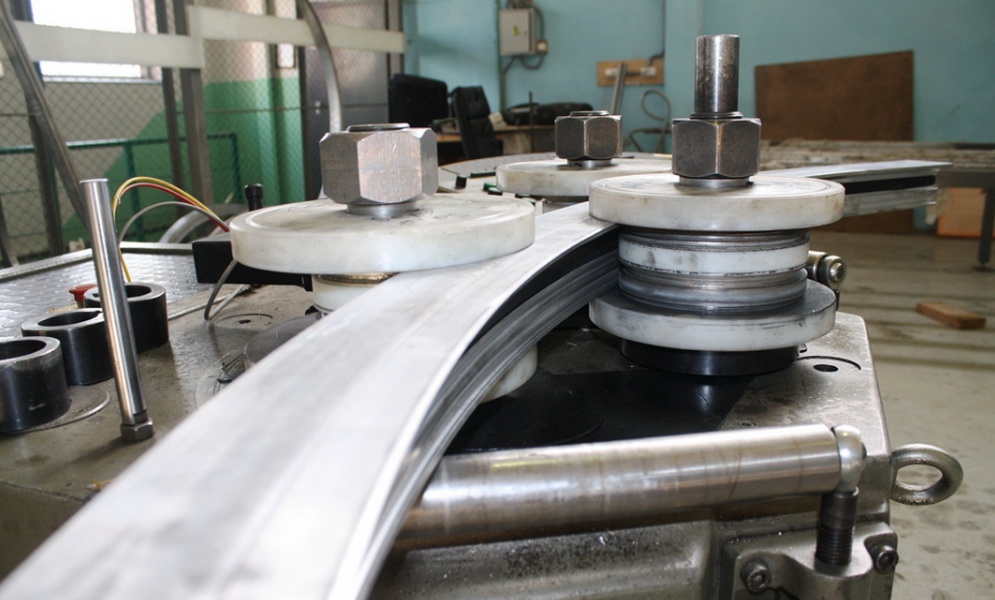
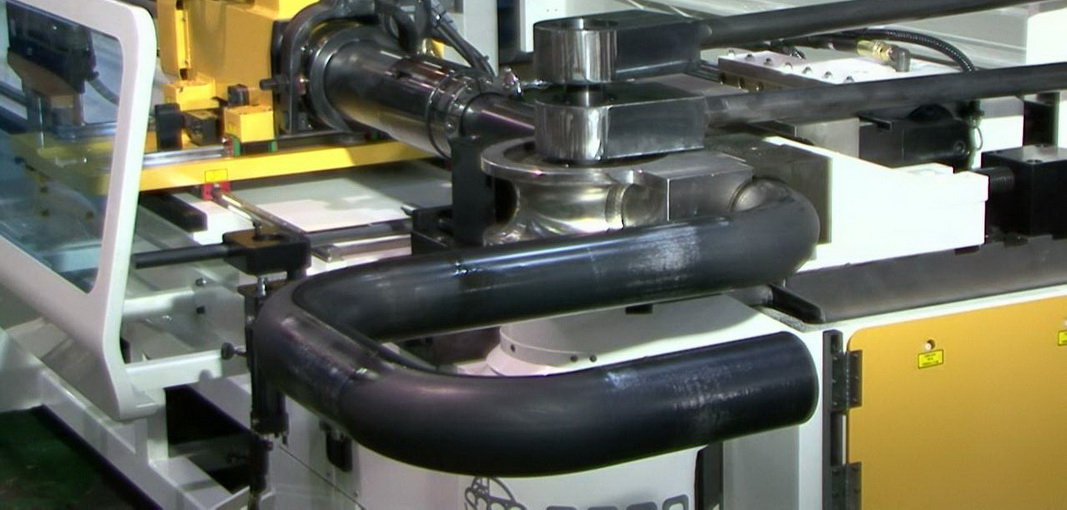
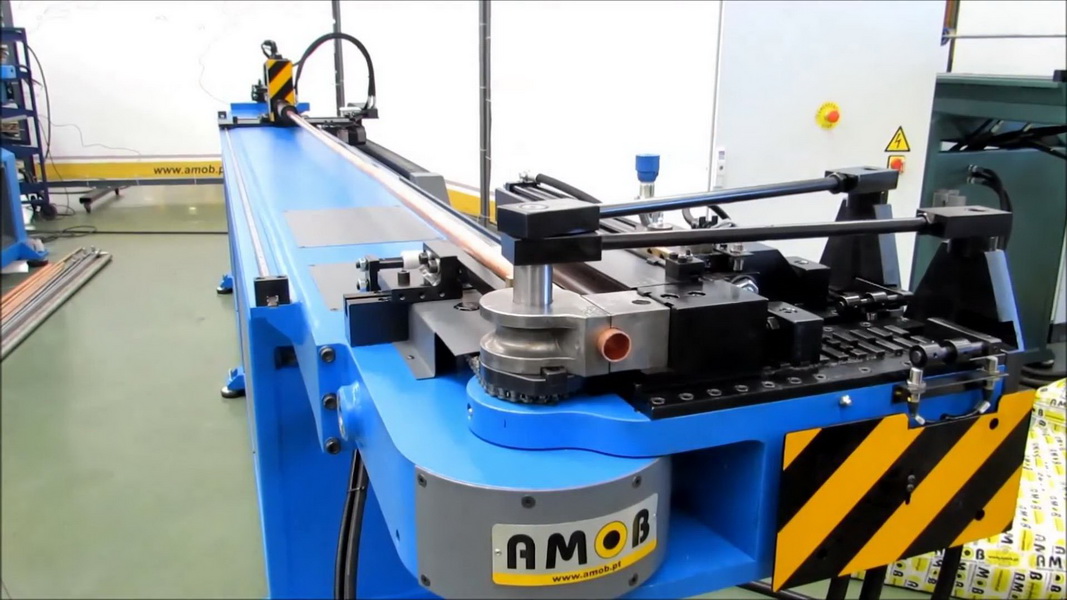
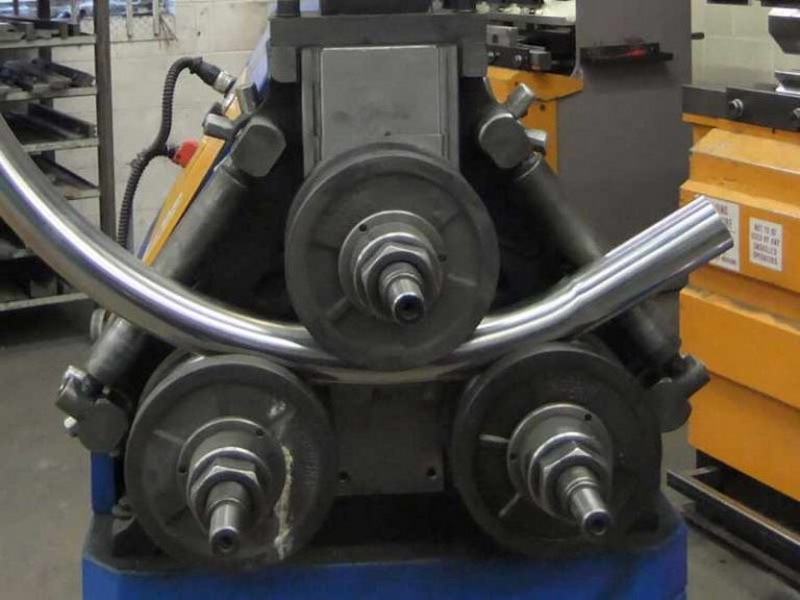
Машинно огъване
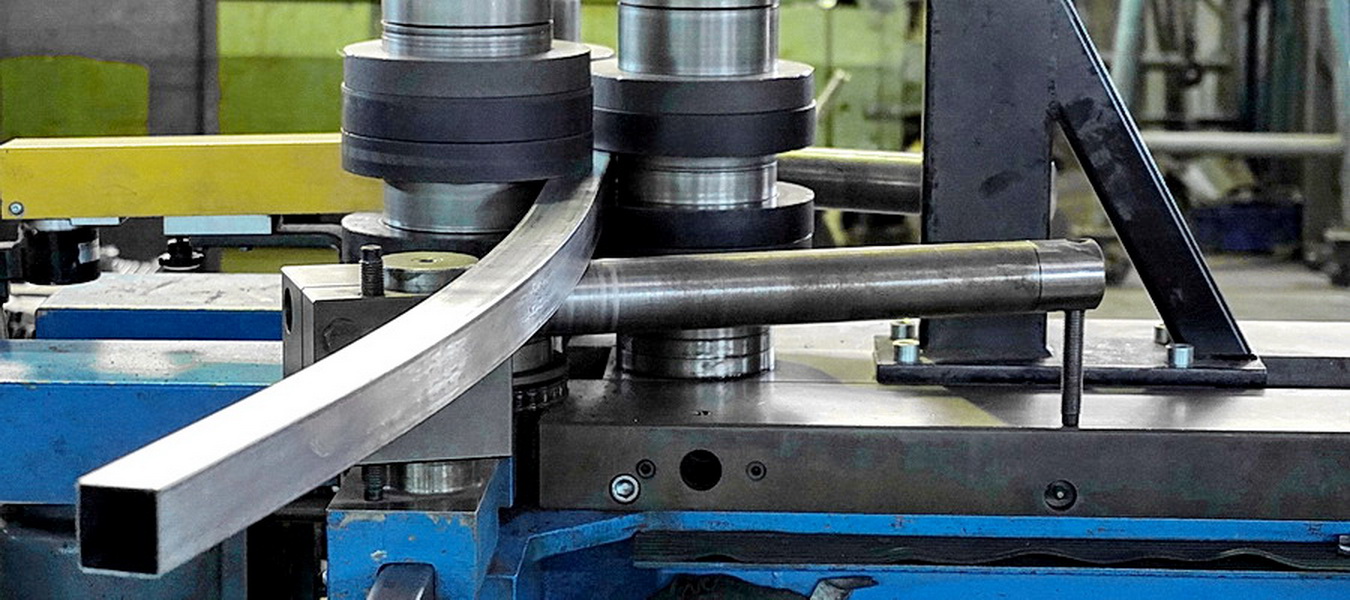
При студен метод, наречен подвижен, използвайте стандартна ролкова мелница, която има три ролкови лагера (валяк). Формата и радиусът на извивката на изхода зависи от избора и инсталирането на необходимата форма и размер. Тази машина е в състояние да даде огъване на части от всеки материал и конфигурация - тя се справя не само с квадратни, но и с триъгълни секции и по-сложно. С помощта на такова оборудване е възможно да се деформира детайлът с максимална дължина, което е много важно, а също така да се получи огъване на продукта 360 градуса (в пръстен). Методът на валцоване се определя като най-често срещания тип деформация, поради което оборудването принадлежи на универсалния.
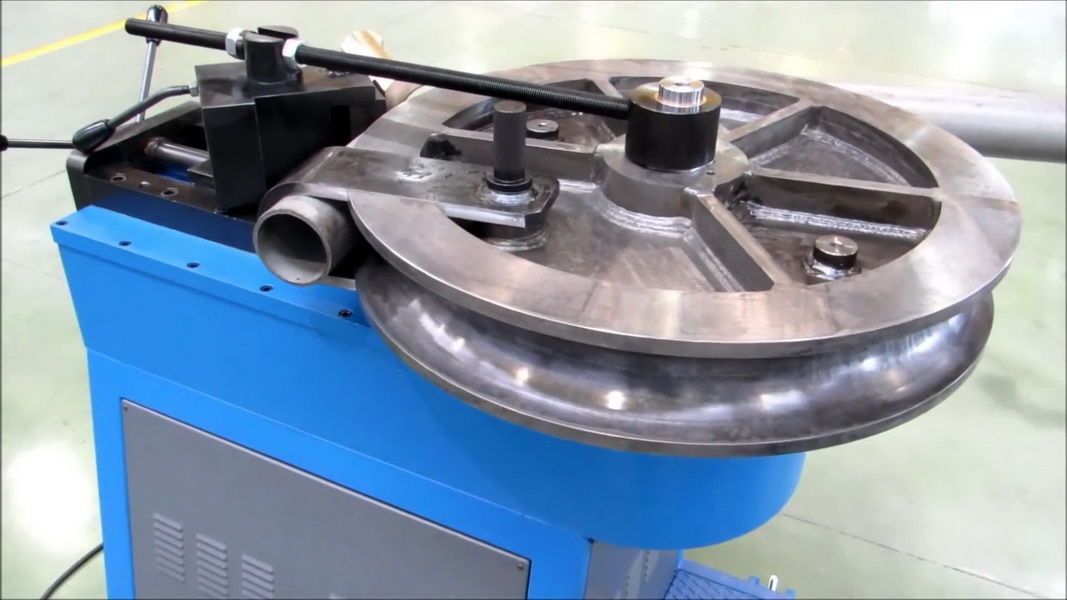
Освен това машината ви позволява да зададете определен ъгъл, което увеличава точността по време на инсталирането. Ъгълът може да се контролира ръчно или на CNC машини (с информационно-цифрово управление), зададени цифрово с последващото управление на процеса. На такива машини се извършва производството на нагрявани релси за хавлии във всяка къща. При производството на тръби за отопляеми подове също трябва да се свържете с машинното оборудване.Тя има широкомащабно производство на компоненти за спирални стълби, веранди, различни форми на фехтовка и декоративни елементи, които служат само за украса на интериора.
Положителните страни на такива устройства са следните възможности.
- Възможността да се избегнат неточности при работа с фини детайли, за разлика от ръчните устройства, често показват остър завой вместо гладка извита линия в очертанията.
- Точност. Задължителен критерий при сериозно конструиране е този елемент. Отново няма други механизми и методи, предназначени за тези видове работа, които не се сравняват с професионалните машини. При производството на продажбата също е невъзможно да се направи без това предимство.
- Докоснете с висока скорост, за да получите готовия продукт. В края на краищата, средната скорост на огъването на профилите е 0.2-0.3 m / s.
- Autonomy. Способността на оборудването да работи без човешка намеса в нашия век вече не е новаторство, а само полезно, но някъде е съществено допълнение към други характеристики.
- Потенциалът да се правят големи обеми.

Има стационарни блокове за огъване на профили, захранвани от мрежа от 380 V, които не са подходящи за лична употреба. За да не правите погрешна покупка, трябва внимателно да проучите характеристиките на продукта. Инсталацията за валцоване е много ефективно, но и скъпо. Освен това използването на такова оборудване е възможно само във фабриката.
Често, за да се получи по-качествена част, се използва огъване на дорници, което е възможно при работа с почти всяко устройство. За нея в ред. Dorn е твърда или гъвкава част, поставена вътре в огъващия се сегмент на мястото на по-нататъшно огъване. След смяна на формата на продукта се оказва гладка, няма гънки и други дефекти. Такъв набор от предимства на методологията е последван от значително намаляване на степента на отхвърляне на продукцията на продуктите.
средства
Има два метода за огъване на радиални профили: студено и горещо (с предварително загряване). В допълнение към разделянето на методите по типа на температурата, има много повече видове, свързани с механизацията и използваното оборудване, например огъване:
- в движение;
- ликвидация;
- рисуване;
- метод за тривалцов валцоване;
- използване на две опори;
- метод на разтягане;
- с вътрешно хидростатично налягане;
- пробийте през матрицата с извита ос;
- чрез копирни машини.
Изборът зависи от това дали топлата или студената опция ще работи.
При студено изпълнение това може да се осъществи с няколко опции.
- (с диаметър до 70 мм, с ниски изисквания за закръгленост на сечението в завоя);
- намотка (диаметър до 20 мм);
- плъзгане (за тънкостенни);
- с две подпори (диаметър до 300 мм).
Студената е подходяща за малък диаметър, а студеният метод няма да може да огъва продукта, например под ъгъл 45 градуса. Нагряването подобрява деформационните свойства на метала и благодарение на увеличаването на еластичността става по-лесно да се работи. Предварителното загряване не създава проблеми с брака под формата на пукнатини, остатъчни повреди, нагъвки и други последствия. В големите индустрии отоплението се произвежда от високочестотни токове (HDTV). При наличието на малка секция използването на ръчни портативни инструменти е осъществимо, за голяма част от тази алтернатива не е приложимо, тук се използва механизирано оборудване.
В допълнение към тези нюанси, си струва да се помни феномена на еластичните последици.Това означава способността за частично връщане на детайла след деформация до предишната му форма. Стойността зависи от вида на материала и размерите на профила, температурния метод и вида работа - ръчно или на специално оборудване.
В допълнение към горепосочените техники в дома, можете да извършите процеса с помощта на оборудване, което лесно се създава. В зависимост от първоначалните характеристики и желаната схема, има достатъчно опции за пестене на скъпо оборудване. По-долу са дадени няколко примера.
Домашен ролков механизъм
Това е най-близката версия на оригиналния валяк profilegib. За да го създадете, ще трябва да купите 2-4 видеоклипа. Трябва да се отбележи, че тяхната ширина трябва леко да надвишава ширината на самия продукт. За да получите резултата, трябва да го поставите хоризонтално, така че ролките да имат възможност да се въртят свободно, те трябва да са на такова разстояние една от друга, така че да не пречат на тръбата, преминаваща през системата без препятствия.

Този асистент за домашно кино ще ви позволи да огънете продукта около обиколката му.Ако е необходимо да се постигне определен ъгъл, системата трябва да се състои от три въртящи се цилиндъра. Докато един от тях е желателно да напусне регулируемото. Елементът за подсилване се поставя между ролките и лицето, което контролира процеса, започва да се движи.
Използване на "мелница" и машина за заваряване
Ако изграждането на такъв механизъм е невъзможно поради финансите, времето, уменията или други причини, има по-разбираеми варианти. Но прилагането на метода за заваряване значително отнема време и изисква трудоемкост.
Последователността на произведенията е както следва.
- На първо място, препоръчваме да изчислите допустимите и да определите за себе си необходимия радиус на огъване.
- Нанесете по продължение на продукта напречни маркировки, които ще бъдат допълнително нарязани за по-нататъшно свързване. Колкото по-гладко е преходът в огънатата част, толкова по-често е необходимо да се правят белези.
- Направете изрези от три избрани страни (ръбове) върху изтеглените маркировки. Четвъртата страна не трябва да се докосва.
- След рязане огънете продукта до желаната кривина. за да подобрите точността, можете да направите парче.Например, подгответе дървена част с желаното огъване. Прикрепете неизрязаната страна на валцуваната към извития край на шаблона, затегнете и след това огънете полето, за да съответства на огъването на шаблона.
- Заварете трионо внимателно и надеждно.
- Заварете внимателно зоните, така че повърхността на детайла да стане гладка, без изпъкнали шевове.


С голяма площ на рязането този метод, при отсъствието на други, ще бъде подходящ както никога досега. Но този метод е приложим за отделни произведения, така че не трябва да се прилага за тези, които трябва да деформират голям брой елементи. В този случай може да е по-рационално да се мисли за създаването на ролка.

Пролет за огъване
Всички майстори знаят за този метод. Същността му се състои в следното: в тръбата се поставя специална пружина с квадратна секция, направена от стоманена тел, където е необходимо да се получи огъване. Пружината ще служи като дорник, нейното напречно сечение трябва да бъде 1-2 милиметра по-малко от вътрешното напречно сечение. Използвайки надуваем уред, мястото на следващото огъване се нагрява, нанася се върху заготовката с подходящ радиус на огъване и с помощта на сила не се натиска рязко, докато не се получи желаната кривина.Този метод е съвсем прост, но при използването му по време на работа се препоръчва внимателно да се съблюдават предпазните мерки: работете със специални ръкавици и използвайте клещи.
Съвети
За тънкостите на горещия метод
За да огънете успешно тръбата по горещ начин, трябва да използвате пълнеж от пясък. Идеалният вариант е среднозърнест пясък или река. Ако не е възможно да се използва точно това, в крайна сметка материалът от детската пясъчна кутия, но преди да бъде почистена от ненужно съдържание, също ще бъде подходящ. За да бъдат почистени от нежелани примеси, е необходимо да се пресее през сито с отвори от около 2 милиметра. След първото прожектиране на ситото ще останат големи предмети - клони и камъчета. Тяхното присъствие в пълнителя е изключително нежелателно, защото при нагряване те могат да повлияят на релефа и да образуват издутини. След това трябва да пресеете бъдещия пълнител за втори път, чрез фино сито, за да се отървете от прекалено финия пясък. След пресяването пясъкът се калцинира.

Тръбата, на мястото, където ще се получи огъването, се загрява. Преди заспиване пълнителят трябва да се погрижи за запушалките,което няма да му позволи да се събуди достатъчно. Препоръчва се да се направят от дърво, така че да прилягат плътно към стените. В една от запушалките е необходимо да се направят канали, през които трябва да излезе горещ въздух. Такива отвори са разположени от всяка страна, т.е. трябва да има четири квадратни секции. След като инсталирате щепсела без отвори през фунията, можете да започнете да пълните пълнежа. В същото време периодично трябва да почукате част, за да запечатате пясъка. След като закрепите втория щепсел, можете да маркирате завоя, да фиксирате частта и да направите равномерно нагряване. Ако частта е заварена, шевът трябва да се намира извън завоя, за да се избегне неговото отклонение. Цветът на готовата за огъване част трябва да е червено-череш цвят, а от тръбата - за да отлети от скалата.

Препоръчва се огъване на метални продукти от първото нагряване, в противен случай това може да доведе до загуба на якост и фрактура на елемента. Ако след охлаждане дървените тапи са трудни за отстраняване, те могат да се запалят и след изгаряне изсипете пясък.
За тънкостите на студения метод
Тънкостите на студения метод:
- Без използването на специални инструменти и отопление през студения сезон, процесът на огъване може да бъде значително улеснен. За тази цел, алтернативно на пясъчния метод, водата се използва като пълнител. След пълнене и монтаж на запушалките продуктът е изложен на замръзване за времето, необходимо за пълното замразяване на течността. В светлината на физическите свойства на замръзналата вода, огъването ще бъде по-лесно.
- За да се избегнат наранявания на четките и да се намалят приложените сили, се предлага да се използва профилна тръба със сечение, малко по-наклонено. За това се полага по-голям профил по краищата на по-малкия, като по този начин се увеличава силата на рамото.
- Майсторите се съветват да направят изпитателен завой върху ненужна част от продукта, което ще даде представа за неговите физически свойства и ще предотврати грешки в последващите опити.
Обобщавайки горното, можем да направим изводи за това колко ефективен ще бъде този или този метод. По-целесъобразно е да се обърнете към професионалисти, които имат оборудване, специално проектирано за тази цел, за да получите по-добър резултат и да спестите време.Ако работата включва множество огъвания на продуктите, тогава защо да не мислите за закупуване на специално оборудване, а също и може би за предоставяне на услуги за огъване на други хора. В този случай можете бързо да платите за устройството.
Алтернативно, има възможност за отдаване под наем на устройство за огъване на тръби за определено време. Ако има такъв вариант във вашия град, тогава ще спестите време и няма да ви се налага да плащате скъпо за скъпи услуги на фирми.
За информация относно това как да огънете тръба без издухване на тръба за кожух, вижте следващия видеоклип.



















